您好!欢迎访问吉林长春骏旗机械
欢迎来电咨询:13305970777




吉林长春压胚方式:采用双头对压方式,在料粉填入胚筒内,上、下液压缸以设定比例相向运动,有利于将粉料中空气快速排除,将预制坯料密度调整接近均匀。
吉林长春聚四氟乙烯填充料薄膜设备_PTFE筛料机_生料带冷分切机精准控制吉林长春聚四氟乙烯填充料薄膜设备_ePTFE质子交换膜生产线_生料带旋转混料机吉林长春生料带压膜机厂家_ePTFE净化膜设备_聚四氟乙烯防水膜设备
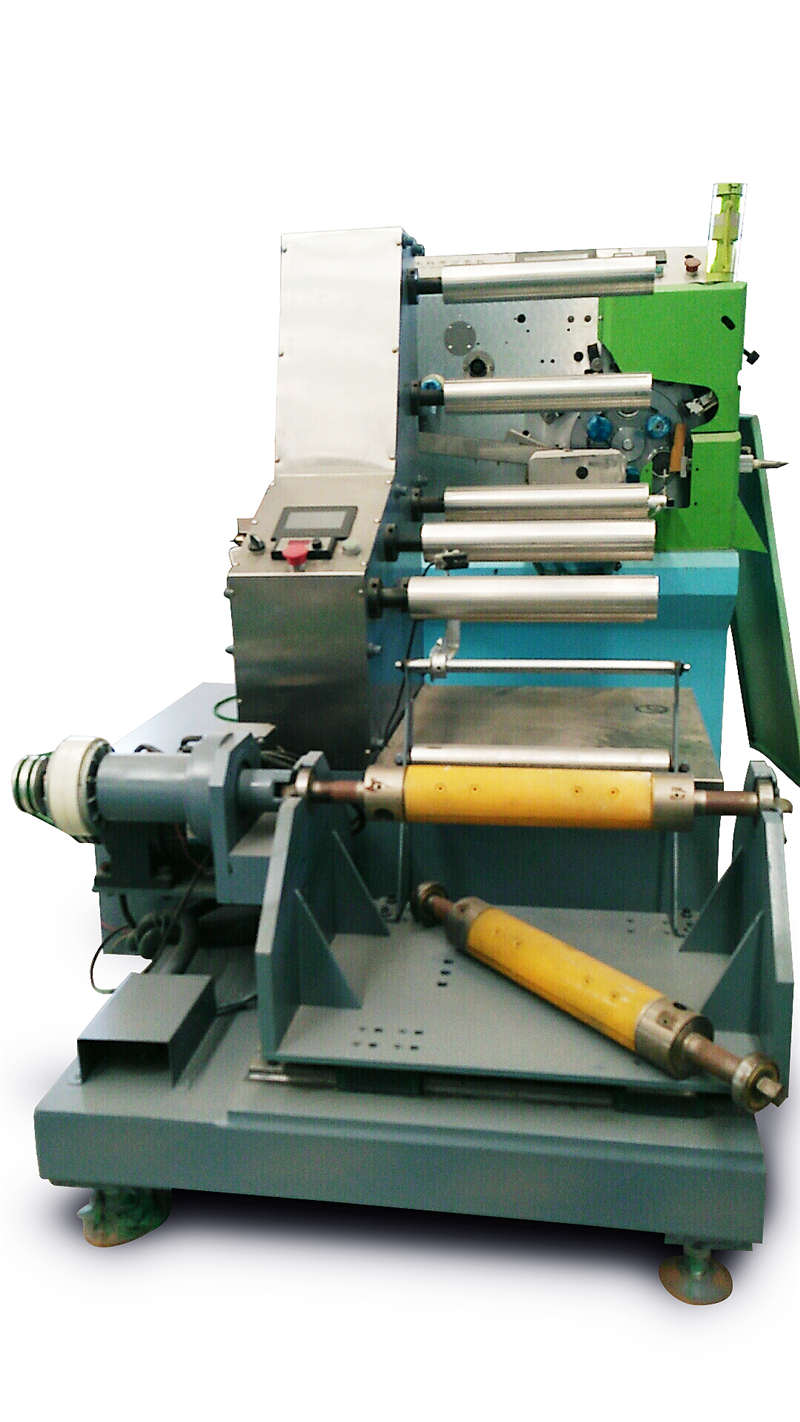
预成形、挤出一体机(立式、立杆组合式结构)
预形成部分配置:
产品型号: KD-SKDPJT-130
规格尺寸: 1500×1300×3000 mm(L/W/H)
整机重量: 约2500 Kg
供电电压: 380V-3/50 Hz(三相五线制)
油泵功率: 2.2 Kw
成胚方式 : 立式
压料驱动方式: 液压
预填料重量: 5 Kg(商定)
胚筒内径: Ø129
胚筒材质: 45#钢(调质)
预制胚尺寸: Ø129×330 mm
胚筒有效长度: 850 mm
预压方式: 上、下成比例对向加压
最大压力: 10 MPa
预压运动方式: 脉冲(自定义)
保压时间: 1-30 s
预压油缸速度: 下压速度:1-50mm/s,回退返程速度:3-50mm/s
压胚上油缸: 缸径:Ø100、有效行程:650mm
压胚下油缸: 缸径:Ø120、有效行程:220mm
压胚液压驱动方式:液压电机
内齿轮泵浦品牌: 山武
挤出部分配置:
外形尺寸: 800×1500×2650 mm(L/W/H)
供电电压: 380V-3/50 Hz
油泵功率: 3 Kw
料筒加热功率: 2 Kw
挤出方式 : 立式
挤料驱动方式: 液压
填胚数量: 单胚
填料重量: 5 kg(商定)
料筒内径: Ø130
料筒有效长度: 350 mm
料筒材质: 45#钢(调质)、料筒内壁表面镀硬铬精磨抛光
挤出运动方式: 恒压、匀速
挤出最大压力: 14 MPa
挤出油缸: 缸径:Ø150、有效行程:730mm
挤出油缸速度: 推进速度:1-50mm/s,回退返程速度:3-50mm/s
挤出液压驱动方式: 液压电机
齿轮泵浦品牌: 山武
推杆头结构: 组合球形推压头带排气结构
挤出压缩比: 40-160(max160)(另商定)
挤料锥度角: 36°、42°(另商定)
锥度角材质及处理: 45#调质处理,内表面镀硬铬抛光
口模加热方式: 电阻圈加热模式
口膜尺寸: Ø (另商定)
技术要点说明:
1、压胚方式:采用双头对压方式,在料粉填入胚筒内,上、下液压缸以设定比例相向运动,有利于将粉料中空气快速排除,将预制坯料密度调整接近均匀。
2、压胚模式:上、下液压缸运动有直线恒压与脉冲恒压模式。根据产品要求设定相关模式与数据,选择以时间+脉冲量方式运动或直线+恒压模式,将坯料预制成所需规格。
3、压胚保压时间:因坯料在预填过程中,料粒、粉之间存在空隙而含有空气,在预压料胚时已排放部分气体,但因料粒、粉易与当中空气形成包裹气腔而当中气体不易排出,通过保压时间,让其在压差的环境下慢慢溢出,以让预制坯料密实度接近均匀。
4、智能机械手移胚:因预制胚料为非密实体,在两端液压缸泄压后移胚至挤出料筒前过程中容易出现断裂、污染等现象,采用智能机械手臂解决此难点。
5、推挤运动方式:当胚料移进挤出料筒中,推挤液压缸会以恒压力、匀速将胚料挤成条状或片状,并将运行信号实时反馈给PLC,以实现自捕捉、自校正、自执行等智能化挤出功能。
6、压缩比调整方式:根据产品的不同工艺要求,可自由更换挤出锥角变量大小、口模口径等,以实现合理的压缩比来完善产品工艺要求。
7、智能数据采集:设备根据设定、运行状况,将工作中的数据自动、实时上传至物联网服务端,以方便技术部进行数据分析与案例存档。
吉林长春在PTFE(聚四氟乙烯)生产过程中,添加剂的使用是必不可少的环节。然而,随着生产的进行,会产生一定量的添加剂废弃物。为了实现资源的最大化利用和环境保护,PTFE添加剂回收机械应运而生,成为解决这一问题的关键设备。
吉林长春生料带压膜机是一种关键的生产设备,广泛应用于塑料和橡胶制品的加工中,特别是在生产带膜的过程中。了解这种设备的价格构成对于采购决策至关重要。本文将从多个角度探讨影响生料带压膜机价格的因素。
吉林长春生料带作为管道密封的重要材料,其生产过程中的每一步都至关重要。在生料带的生产中,预成形机扮演着重要角色,它负责将原料初步加工成符合要求的预成形形状。为了帮助企业做出明智的购买决策,本文将探讨生料带预成形机的价格影响因素,并对市场价格进行分析。
吉林长春聚四氟乙烯(PTFE)医疗膜以其优*的生物相容性、耐化学腐蚀性和高过滤性能,在医疗领域得到了广泛应用。生产这种高性能医疗膜的设备对于确保产品质量和生产效率至关重要。本文将探讨聚四氟乙烯医疗膜生产设备的技术特点及其发展前景。